- materiál se nejvíce ohřeje v místě největšího odporu
- kusová i sérová výroba, možnost automatizace
Q = U . I . t . η
Q = R . I2 . t . η
STYKOVÉ SVAŘOVÁNÍ (NA TUPO)

BODOVÉ SVAŘOVÁNÍ
- automobily, až 500 bodů za min., velmi rychlé, produktivní

IMPULSNÍ ODPOROVÉ SVAŘOVÁNÍ
- sériová a hromadná výroba, např. automobilový průmysl (spojování čepů nebo svorníků s tenkostěnnými součástmi, navařování matic na výlisku apod.)
- snížení pnutí a deformací, snížení spotřeby energie
INDUKČNÍ SVAŘOVÁNÍ
- velká rychlost svařování, automatizovaná výroba trub

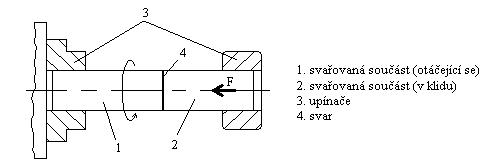
SVAŘOVÁNÍ TŘENÍM
- svařování konstrukčních ocelí nelegovaných i legovaných, neželezné kovy (Cu, mosaz)
SVAŘOVÁNÍ TLAKEM ZA STUDENA
- Al a jeho slitiny, Ni, Pb, Cu, Ag
- konzervované krabice, nádrže, trubky
- tl. plechů max. 5mm, spoje přeplátováním, bodováním, stykem
SVAŘITELNOST MATERIÁLU
- je technologická vlastnost, zjišťujeme vhodnost materiálu ke svařování, hodnocením bude požadovaná jakost svaru a jeho konstrukční spolehlivost
- závisí na chemickém složení, na způsobu výroby polotovaru, na tloušťce materiálu, na druhu svařování, hodnotíme mechanickými zkouškami
1a…..zaručená svařitelnost
1b…..zaručená svařitelnost podmíněná
2……dobrá svařitelnost
3……obtížná svařitelnost
Pro tavné svařování
- nelegované oceli – obsah C je menší jak 0,22% dobře svařitelné, čím větší obsah C, tím větší potíže při svařování - legované oceli – Ce ≤ 0,5% Ce = C + Mn/6 + 0,2.Cr + Ni/15 + 0,25. Mo + Cu/13 + 0,5.P + 0,0024.t t – tl.materiálu [mm]
Pro odporové svařování
- svařování obtížné Ce = C + Mn/6 + 0,2. Cr + Ni/15 + Mo/6 + 0,25. V Cu a slitiny, Al a slitiny – lze svařovat všemi způsoby
SVAROVÁ PNUTÍ A DEFORMACE - pnutí a deformace vznikají nerovnoměrným ohřevem a ochlazováním - deformace – podélné, příčné, úhlové
Možnost snížení deformace svařování
a) Způsobem svařování – viz obr.
b) Upnutí do přípravku – účel: zajistit vzájemnou polohu, zabránit vzniku deformace (polohovadla)

TEPELNÉ ZPRACOVÁNÍ SVARKŮ
1) Před svařováním - normalizační žíhání - žíhání na měkko - předehřívání (100 – 400°C, výjimečně až 700°C)
2) Po svařování - žíhání na odstranění pnutí - žíhání normalizační
PÁJENÍ - metalurgický proces, vytváříme nerozebíratelné spojení kovů pomocí roztaveného kovu – pájky - (ne)výhody: nižší teplota ohřevu, mechanické vlastnosti závisí na mechanické vlastnosti pájky (hl. na Rm), získaný spoj je těsný, spojovat jde různé materiály
Požadavky na pájku - dobrá zatékavost, smáčivost (tavidla), vzlínavost - požadujeme malý rozdíl elektrochemického potenciálu (ovlivňuje korozi)
Druhy pájek
a) měkké pájky – Sn, Pb…+ Zn (tt = do 500°C)
b) tvrdé pájky – mosaz, Al + Si, Ag (tt = nad 500°C)
Tavidla - funkcí je očistit povrch pájených dílů, zbavuje oxidů, chrání roztavenou pájku před oxidací - kalafuna, borax - 2 HCl + 2 Zn – 2 ZnCl + H2
Způsoby pájení – podle způsobu tavené pájky
a) měkké pájení
- pájku tavíme pájedlem (elektrickým, odporovým)
- ohřívána elektrická pájka elektricky – vysokofrekvenční
- plamenem, benzínové páry – hořáky – plamenem nahřejeme pájedlo
b) tvrdé pájení
- tavení těchto pájek provádíme plamenem (O2 + C2H2)
- propanbutanový hořák – Ag
- pájení kapilární – provádíme ohřev v solných lázních nebo v peci, pájení břitových destiček řezných nástrojů














{kind=link}