VRTÁNÍ- obrábění děr do plného materiálu nebo děr předvrtaných, předlitých a předkovaných
- charakteristika: hlavní pohyb je otáčivý, vedlejší pohyb je posuvný, oba vykonává nástroj
- nástroje: vrtáky, výhrubníky, výstružníky, záhlubníky
Tímto způsobem se obrábějí díry kdy:
 NÁSTROJE NA OBRÁBĚNÍ DĚRVrtáky
NÁSTROJE NA OBRÁBĚNÍ DĚRVrtáky Šroubovitý vrták
Šroubovitý vrták- lepší geometrie než vrták kopinatý
- je lépe veden v díře (fasetka)
- šroubovité drážky odvádějí třísku a přivádějí řeznou kapalinu
- IT 12, 11, 10
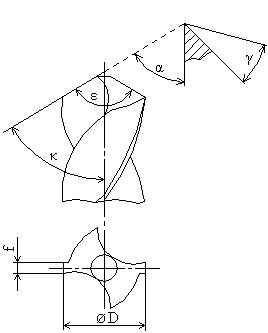
- vrták je dvojbřitý (dvě ostří) + příčný břit
- α – úhel hřbetu – vznikne podbroušením
- γ – úhel čela – plocha čela závisí na sklonu stoupání šroubovité drážky γ = ω
- ω – úhel stoupání šroubovice 8°…22°…33°…45°
- 8° - materiály tvrdé, pevné, ocel, litina, Rm vysoké
- 45° - nižší pevnost, dlouhá tříska, plasty, neželezné kovy
- ε – úhel špičky ε = 2/α = 70°…118° (ocel)…140° (tvrdé mat.)
- κ – úhel nastavení hlavního ostří
- Ød – průměr jádra – přenáší kroutící moment na ostří
- příčné ostří zvyšuje ax. složku řezné síly
- materiál vrtáků: RO, SK, diamant
Výhrubníky- slouží k zpřesňování děr předvrtaných
- IT 9, 10
- používá se před výstružníkem, prodlužuje životnost výstružníku
- výhrubník má 3…4 zuby (břity)
- druhy: nástrčné nebo stopkové
- materiál výhrubníků: nástrojová ocel, zuby ze SK
 Výstružníky
Výstružníky- uplatňují se při zpřesňování děr předvrtaných nebo vyhrubovaných
- IT 6, 7, 8
- nelze vystružovat kalené díry
- druhy: ruční nebo strojní, stavitelné nebo rozpínací
- materiál výstružníků: nástrojová ocel, RO, břity – karbidy
 Výrobní tolerance výstružníků
Výrobní tolerance výstružníků- při návrhu výstružníku přihlížíme k nebezpečí házení a možnosti opotřebení
 Záhlubníky
Záhlubníky- používají se ke zhotovování děr pro zápustné hlavy šroubů a nýtů
- slouží ke srážení hran, zarovnávání čel
- kromě hvězdičky mají část řeznou a vodicí do předvrtané díry
- kombinovaný nástroj
VÝPOČET STROJNÍHO ČASU VRTAČKY1)
VRTAČKY1) Jednovřetenové – stolní, sloupové, stojanové, otočné – slouží k provádění běžné práce, běžné přesnosti
2) Řadové – sled různých vrtacích operací
3) Vícevřetenové – vrtání většího počtu děr do jedné stěny obrobku (současně)
4) Speciální – souřadnicová vyvrtávačka (přesnost 0,001 mm), nástrojárny, opravárny, vrtačky k vrtání
hlubokých děr větších než 10 průměrů – jednoúčelové a stavebnicové
Rozdělení podle velikosti:- velikost vrtačky je dána max. průměrem vrtané díry do plného materiálu o Rm = 600 MPa, nástroj z RO
- malé do Ø16 mm
- střední do Ø40 mm
- velké nad Ø40 mm
Popis hlavních částí vrtaček- uloženy ve vřeteníku:
- vrtací vřeteno
- dutý hřídel, upínají se do něj nástroje, sklíčidlo nebo dutina Morse
- koná pohyb otáčivý i posuvný
- vřeteno uloženo v pinole
- ústrojí pro hlavní pohyb
- elektromotor s možností měnit otáčky (přepínání pólových dvojic) kombinováno s převodovkou (řemenovou)
- u větších vrtaček – převodovka s ozubenými koly
- ústrojí pro vedlejší pohyb
- pastorek + ozubený hřeben, ovládání ruční přes páku
- u větších vrtaček – převodovka s ozubenými koly
- pracovní stůl s upínacími T drážkami
- nosná konstrukce – základová deska = pracovní stůl – T drážky, žlábek na odvod řezné kapaliny, sloup (kruhový průřez), stojan (skříňový odlitek s větší tuhostí), na sloupu nebo stojanu je uložen vřeteník, pracovní stůl, stolní vrtačka nemá pracovní stůl
- u středních vrtaček je převodovka s ozubenými koly, posuv strojní + čerpadlo na řeznou kapalinu
Speciální vrtačky1) Několikavřetenové- slouží k vrtání velkého počtu děr do jedné stěny obrobku současně
- používat lze normální vrtačku + několikavřetenovou vrtací hlavu
- speciální několikavřetenové vrtačky – až 64 vrtáků, velikost není dána průměrem 1 díry, ale je dána max. silou, kterou přitlačujeme vrtáky
2) Souřadnicové- patří mezi nejpřesnější vrtačky, přesnost je až 0,002 mm, používají se v kusové, max. v malosériové výrobě, uplatnění v nástrojárnách při výrobě nástrojů, měřidel, šablon, vrtacích přípravků
- přesnost je zaručena tuhou a přesnou konstrukcí stroje
- nástroj – vyvrtávací hlava + vyvrtávací nůž
 VYVRTÁVÁNÍ
VYVRTÁVÁNÍ- obrábění předvrtaných, předlitých a předkovaných děr za účelem zvýšení přesností a dosažení složitějšího tvaru
- obrábění děr většího průměru
- obrábíme vnitřní, válcové, tvarové, rotační plochy, zarovnáváme čela
- hlavní pohyb při vyvrtávání je pohyb otáčivý, koná ho nástroj, vedlejší pohyb je posuvný, (podélný, příčný), obrobek se může pootáčet (pracovní stůl se může pootáčet)
- vřeteno je dvojdílné, může se vysouvat
- nástroj je vyvrtávací nůž upnutý ve vyvrtávací tyči nebo hlavě
- práce na vyvrtávačkách – zarovnávání čel, vyvrtávání, soustružení vně, kuželů, frézování
ŘEZNÉ PODMÍNKY PŘI VYVRTÁVÁNÍ- podobné jako při soustružení
Dosahovaná přesnost při vyvrtávání a drsnost povrchu
 STROJEVodorovné vyvrtávačky
STROJEVodorovné vyvrtávačky- univerzální stroje, vybaveny bohatým příslušenstvím, mají velký počet stupňů posuvů a otáček
- velikost je daná průměrem vřetena, čím větší průměr vřetena, tím větší tuhost, přesnost
































{kind=link}